Pájení hliníku je doma náročný proces. Složitost je dána vlastnostmi kovu, které znesnadňují spojování jednotlivých dílů hliníku s jinými látkami. Hliník je nutné spojovat v souladu se speciálně vyvinutými technologiemi, které zajišťují kvalitu pájení. Důležité jsou zkušenosti mistra, který díly z hliníku spojuje pájením.
Obsah
Proč se hliník špatně páje
Mnozí zkoušeli pájet hliník doma a dobře pochopili: pájka nechce ulpívat na povrchu dílů. To je způsobeno tvorbou stabilního oxidového filmu na kovu, který má nízkou přilnavost k pájenému materiálu. Metody pájení hliníku doma jsou redukovány na boj proti ochrannému filmu.
V mineralogii se oxid hlinitý nazývá korund. Skládá se z průhledných krystalů, což jsou drahé kameny.Korund má jinou barvu v závislosti na nečistotách: chrom dává načervenalý odstín, safír - namodralý. Oxidový film má vysokou pevnost a nelze jej pájet. Musí být odstraněn z povrchu a poté začít pájet díly.

Jak odstranit oxidový film
Fólie se z kovového povrchu odstraňuje několika způsoby, nejúčinnější jsou chemické a mechanické. Obě metody vyžadují prostředí bez vzduchu, ve kterém není k práci kyslík.
Chemická metoda je založena na nanášení zinku nebo mědi na povrch sochoru elektrolýzou. Síran měďnatý se aplikuje ve formě koncentrovaného roztoku na místo připravené k pájení. Připojte záporný pól baterie nebo jiného zdroje energie k čisté oblasti z kovu. Jeden konec měděného drátu je připojen ke kladné svorce, druhý je spuštěn do roztoku na hliníkovém povrchu. V důsledku elektrolýzy se měď nebo zinek ukládají v tenké vrstvě na hliník a silně k němu přilnou. Nyní můžete pájet hliník s cínem.
K odstranění oxidu se používá olejový film. Pro tuto metodu je lepší vzít syntetický nebo transformátorový olej s nízkým obsahem vody. Ostatní druhy olejů je nutné uchovávat při teplotě + 150 ... + 200 ° C, voda se odpaří. Při vyšších teplotách začne obsah prskat. Dehydrovaný olej se nanese na povrch hliníkové části. Brusným papírem musíte pod nanesenou vrstvou otřít hliník, abyste odstranili oxid.
Smirková kůže se nahradí skalpelem, zubatým hrotem páječky nebo železnými hoblinami získanými z hřebíku třeného pilníkem. Třísky se nasypou na olej a hrot páječky se otírá o povrch, čímž se odlupuje vrstva oxidu. Masivní část je vhodné nahřát proudem horkého vzduchu.Pájka s páječkou se ponoří do kapky oleje a otře se v místě pájení. Pro lepší proces pájení se přidává kalafuna nebo jiné tavidlo.
Pro pájení hliníkových drátů byla vytvořena tavidla na bázi kyseliny acetylsalicylové nebo ortofosforečné, solí kyseliny borité nebo sodné. Kalafuna se používá zřídka, v případě hliníku je neúčinná. Tavidla se používají k pájení drátů, hrnců a dalších věcí.
Tavidla pro pájení hliníku
Tavidla jsou vysoce aktivní, proto se po pájení musí smýt roztokem vody a alkálie. Roli alkálie dobře plní jedlá soda. Po alkálii se spoj promyje čistou vodou. Dýchací orgány by měly být chráněny před vstupem výparů z toku. Mohou dráždit sliznice a dostat se do krevního oběhu. Nejběžnější z nich je třeba zvážit individuálně.
Kalafuna
Kalafuna je nejžádanější ze všech tavidel. Používá se při spojování různých kovů. Na hliník funguje pouze za nepřítomnosti vzduchu, takže se používá jen zřídka. Více času stráveného prací s kalafunou, menší efektivita. Toto tavidlo není pro profesionály, umí pájet, ale kvalita spoje není odolná.
Práškové tavidlo
Hliník je pájen plynovým hořákem pomocí práškových tavidel. Nedoporučuje se přidávat do plamene kyslík, snižuje účinnost tavidla. Nejběžnější toky:
- F-34A;
- borax;
- kyselina acetylsalicylová;
- pájecí tuk.

F-34A je aktivní tavidlo obsahující 50 % chloridu draselného, 32 % chloridu lithného, 10 % fluoridu sodného a 8 % chloridu zinečnatého. Kompozice se používá s pájkami obsahujícími chemické přísady.Je hygroskopický a rozpouští se ve vodě.
Borax je prášek, který taje při 700 °C, je rozpustný ve vodě a smývá se vodným roztokem kyseliny citrónové. Liší se nízkou cenou.
Kyselina acetylsalicylová se vyskytuje ve formě tablet aspirinu. Při zahřívání páječkou se uvolňují výpary škodlivé pro lidské zdraví, které pálí nos, oči a dýchací orgány.
Pájecí tuk se skládá z parafínu, chloridu amonného a zinku, deionizované vody. Dobré pájení předehřátých míst, která prošla pocínováním. Po pájení hliníkových dílů se doporučuje smýt zbytky tavidla, jinak dochází ke korozi kovu.
Kapalné tavidlo
Tekuté tavidlo se nanáší na místo pájení v tenké vrstvě. Při práci s páječkou se rychle odpařuje s uvolňováním zplodin hoření. Flux F-64 obsahuje fluoridy, tetraethylamonium, inhibitory koroze a ionizovanou vodu. Dobře ničí oxidový film a pomáhá při pájení velkých hliníkových obrobků. Používá se při pájení mědi, hliníku, pozinkovaného železa a dalších kovů.
F-61 se skládá z triethanolaminu, fluoroboritanu amonného a fluoroboritanu zinečnatého. Používá se pro pocínování a pájení hliníkových slitin při teplotách do 250°C. Castolin Alutin 51 L se skládá z kadmia, olova a 32 % cínu. Nejúčinněji působí při teplotách nad 160°C.
Kterékoli z uvedených tavidel pomáhá pájet hliníkovou pánev, hliníkové polotovary různých velikostí, spojovat duralové, duralové (duralové) polotovary pájením.
Pájka pro pájení hliníku
Pájka pro pájení hliníku je vyrobena na bázi zinku nebo hliníku.Do něj se zavádějí přísady, aby se dosáhlo různých vlastností: ke snížení bodu tání, zvýšení pevnosti. Vyrábějí se v Americe, Německu, Francii, Rusku. Podívejme se na některé z nich.
Běžnou a hojně propagovanou pájkou pro hliník je HTS 2000. Vyrábí ji firma z USA. O jeho křehkosti svědčí praxe: pájené díly propouštějí vzduch a vlhkost. Nelze použít bez tavidla.
Castolin 192FBK na bázi zinku (97 %) a hliníku (2 %) se vyrábí ve Francii. Castolin vyrábí pájky 1827 a AluFlam-190 určené pro pájení mědi a hliníku při 280°C.

Castolin 192FBK je pájecí trubice obsahující tavidlo v jádru. Vyrábí se ve formě tyčinek, z nichž 100 g stojí 100-150 rublů. Dobře pájí malé dírky a praskliny.
Chemet Aluminium 13 je pájka používaná při svařování dílů při teplotě 640 °C a vyšší. Je založen na hliníku (87 %) a křemíku (13 %). Teplota tavení pájky je asi 600°C. Vyrábí se ve formě tyčinek, kterých je 25 kusů na 100 g. 100 g stojí 500 rublů. Odrůda s názvem Chemet Aluminium 13-UF má dutou strukturu a v jádře obsahuje tavidlo. Jeho cena za 12 tyčinek, které váží 100 g, je 700 rublů.
Hliníková pájka se vyrábí také v domácích podnicích. Pro pájení plynovým hořákem se používá složení značky 34A. Taví při teplotě 525°C, dobře pájené slitiny AMts, AM3M, AMg2. 100 g stojí 700 rublů.
Třída A se skládá z 60 % zinku, 36 % cínu a 2 % mědi. Taje při 425 °C. Vyrábí se v tyčích o hmotnosti 145 g. Náklady na jednu tyč jsou 400 rublů.
SUPER A+ se vyrábí v Novosibirsku a je analogem HTS-2000. Aplikuje se společně s gumboilem značky SUPER FA. Stojí 800 rublů. na 100 g.V roztaveném stavu se stává viskózním, k vyrovnání je nutné použít ocelové nástroje.
Plněný drát
Tavidlo se používá při svařování hliníkových dílů, není vhodné pro pájení. Svařování hliníku plynovým hořákem s plněným drátem se neprovádí. Díly je lepší svařovat elektrickým strojem.
Která páječka je vhodná
Co pájet, jaký nástroj je k tomu zapotřebí - vše závisí na oblasti pájení. Hliník a měď dobře vedou teplo, takže potřebujete výkonnou páječku. S dílčí plochou 1000 cm² je výkon páječky 50-60 wattů. Často se pájejí dva nebo více dílů, v takovém případě se výkon zvýší na 100 wattů. Při zahřívání spoje je vhodná páječka s nižším výkonem. Žihadlo se volí široké, lze na něm udělat zářezy pro odstranění filmu oxidu hlinitého.
Je třeba zvážit, jak pájet hliník páječkou. To se provádí dobře zahřátým nástrojem po odstranění oxidového filmu a pocínování, pájka dobře přilne k pocínovanému (pocínovanému pomocí speciální pájky) oblasti a vhodná je jakákoliv páječka
Hliníkové pájecí hořáky
Musíte vědět, jak pájet s plynovým hořákem. Pokud je plocha dílů velká a není dostatečný výkon páječky, použijte hořák. Je lepší použít plyn, protože pájení hliníku plynovým hořákem má velký potenciál. Hořák rychle zahřeje spoj dílů téměř na teplotu tavení hliníku. Tavidlo s pájkou se nanese na spoj, vyrovná se hrotem páječky a vytvrdne. Spoj je nutné omýt od zbytků pájecí kyseliny nebo jiného tavidla.
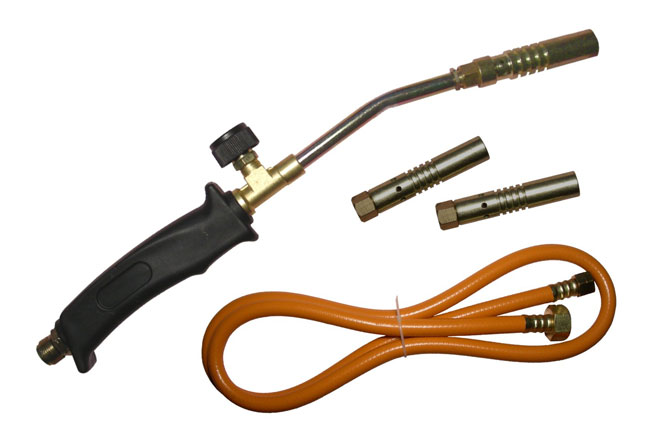
Při práci s hořáky je třeba dodržovat pravidla požární bezpečnosti. V blízkosti nesmí být žádné hořlavé kapaliny nebo materiály.
Co je lepší - svařování nebo pájení
Odpovědi na tuto otázku se mohou lišit. Použití jedné nebo druhé metody závisí na použití dílů po jejich spojení. Je lepší pájet chladič auta. Tato metoda je levná a spolehlivá. Baňky na mléko a další nádoby na skladování potravin se nejlépe svařují. Svarový šev je odolnější, zejména ve větších velikostech. Často je nutné svařovat díly ze slitin hliníku. Svařování siluminem je prakticky jediný způsob spojení, kromě použití lepidla.
Na svařování a pájení, je-li to žádoucí, můžete vydělat dobré peníze. Často se objevují otázky, jak pájet hliníkové trubky v lednici nebo jak opravit rám jízdního kola. V dílnách je práce drahá: pájení trubek - 1 000 rublů. a více. Při připojování elektrických vodičů pájením berou 15 rublů. pro každého. Oprava rámu jízdního kola z hliníkových slitin pomocí pájek stojí 500 rublů. Oprava pánve bude stát 100 rublů. K těmto částkám je třeba připočítat náklady na čas a peníze za dodání výrobků do dílny a zpět.
Chcete-li ušetřit tyto peníze, musíte se naučit pájet sami. Chcete-li to provést, musíte si koupit plynový hořák ve formě plechovky za 700-1000 rublů. a pájet. Povrchovou úpravu a šití se můžete naučit na starém chladiči auta.
Podobné články: